
本日は、昨日から引き続き行っている板金加工現場での金型改善作業についてご紹介します。
油圧ベンダーを使用した曲げ加工の自由度を上げるための工夫や、実際に行った作業内容をまとめています。
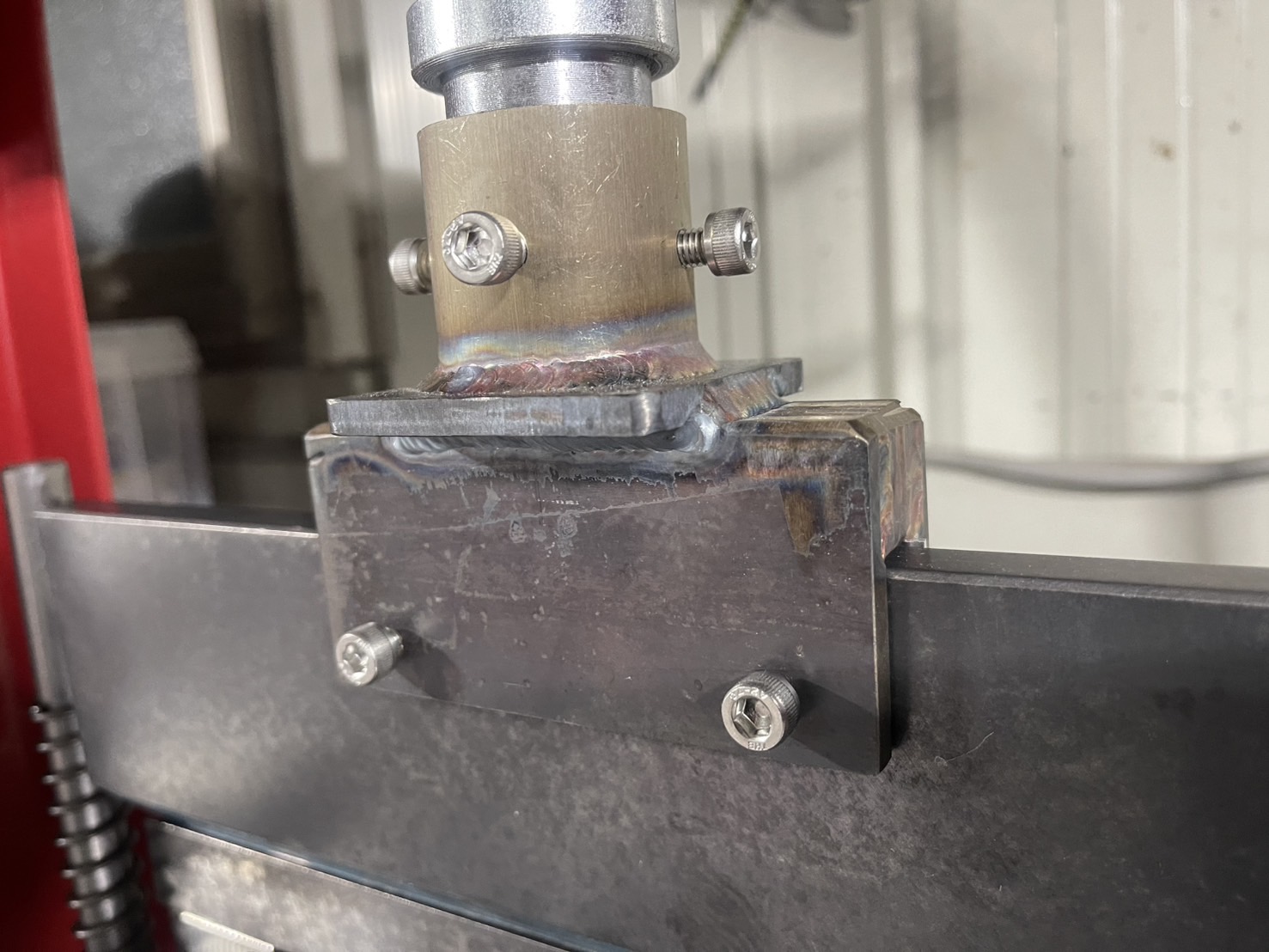
上部ギロチン部の改善:汎用性アップの第一歩
まず最初に手を加えたのは、油圧ベンダーの上部ギロチン部です。これまで、特定の金型にしか対応していなかった構造を改善すべく、**アダプター(ハカマ)**を新たに製作しました。
このアダプターの導入により、今後は複数の金型を使い分けることが可能になり、現場での作業効率が格段にアップする見込みです。設備の汎用性を高めることは、今後の多品種対応にもつながります。


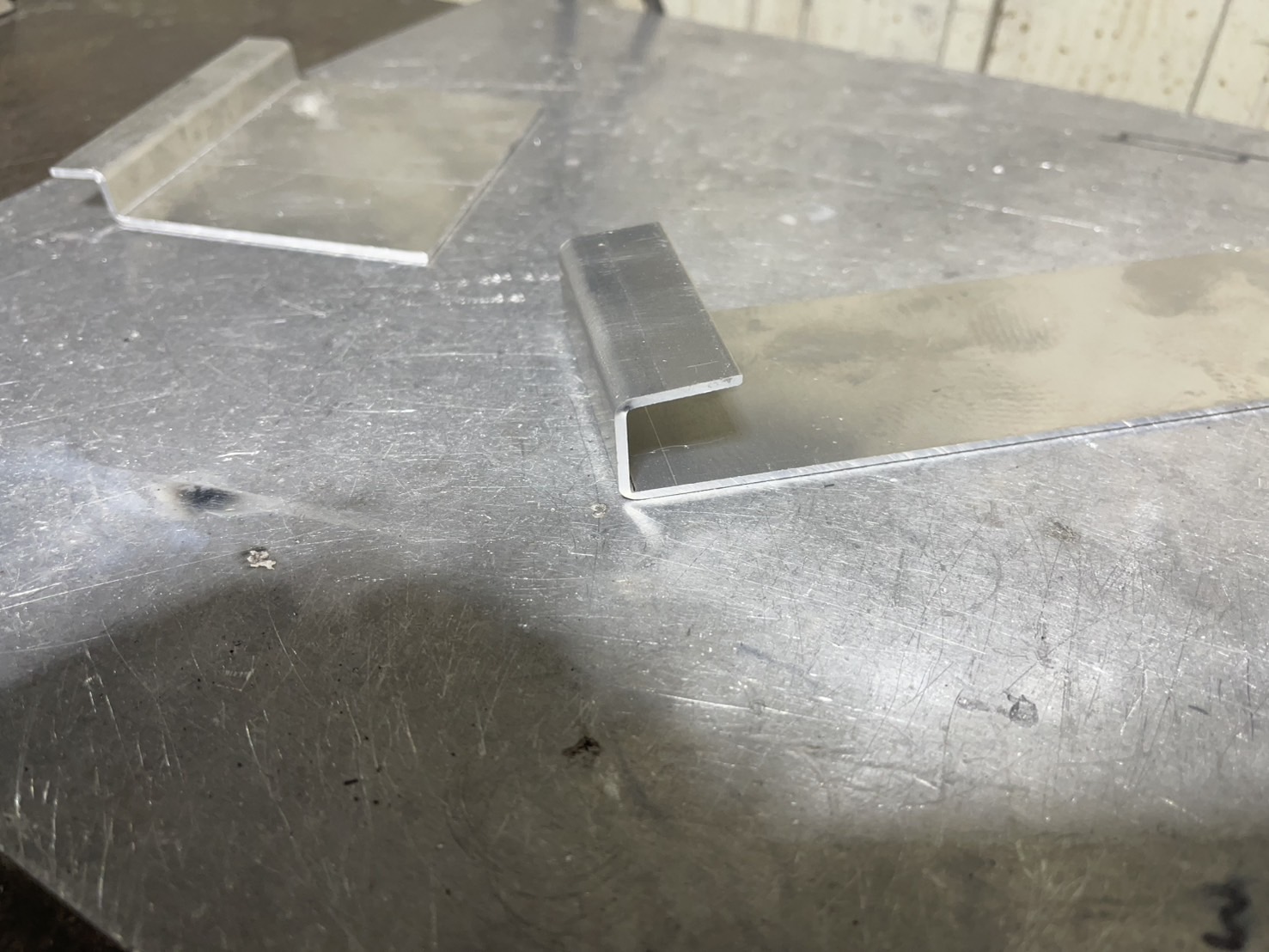
箱曲げ対応の新金型へ切り替え&加工
続いては、昨日使用していた金型を、**箱曲げ(コの字曲げ)が可能な金型へと切り替えました。これにより、これまで実現できなかったコの字曲げ加工(U曲げ)**が可能に!
今回の金型は、300mmに切断して使用しています。これまで難しかったサイズの曲げ加工にも対応できるようになりました。
現状と今後の仕上げ作業について
現在はまだ仮組みの段階で、金型のセンターが正確に出せていないため、仕上げは明日に持ち越しです。
明日には、注文してある内径16φ・長さ1000mmのスチール丸パイプが到着予定です。これを10cm×2本に切断し、溶接してセンター出しを行う予定となっています。
現場改善は日々の積み重ね
このように、日々の現場改善は小さな工夫の積み重ねです。
金型の加工や設備のカスタムを行うことで、現場の柔軟性と作業効率はどんどん向上していきます。
今後も、油圧ベンダーの改善事例や金型製作の工夫、現場での実践的なアイデアをこのブログで発信していきますので、興味のある方はぜひチェックしてくださいね!